来源:合易管理咨询(ID:nj_heyeerm)。本文约1600字,需要5分钟阅读完毕。
王玉龙,合易咨询(集团)机构专业咨询顾问,常年致力于人力资源领域与精益生产领域互通研究,为几十家大型国有企业集团、民营企业集团提供咨询服务。
近期辅导的几家精益生产项目,企业在设备管理或生产效率改进方面存在一些疑惑,如整体开机时间很长,设备经常出现故障停机,成本比同行高等。面对这些疑惑,管理人员疲于应付却无法从根本上解决,领导也总是觉得设备没有发挥出全部效率却又说不出问题根因,召开分析会时生产口和设备口经常推诿扯皮或默不作声造成内耗。
如何破解这种疑惑,笔者给出OEE的概念,以此为突破点抓管理见成效,通过量化数据进行统计分析,寻找根因解决问题,结合目标管理进行优化改进。
一、OEE的定义、模型
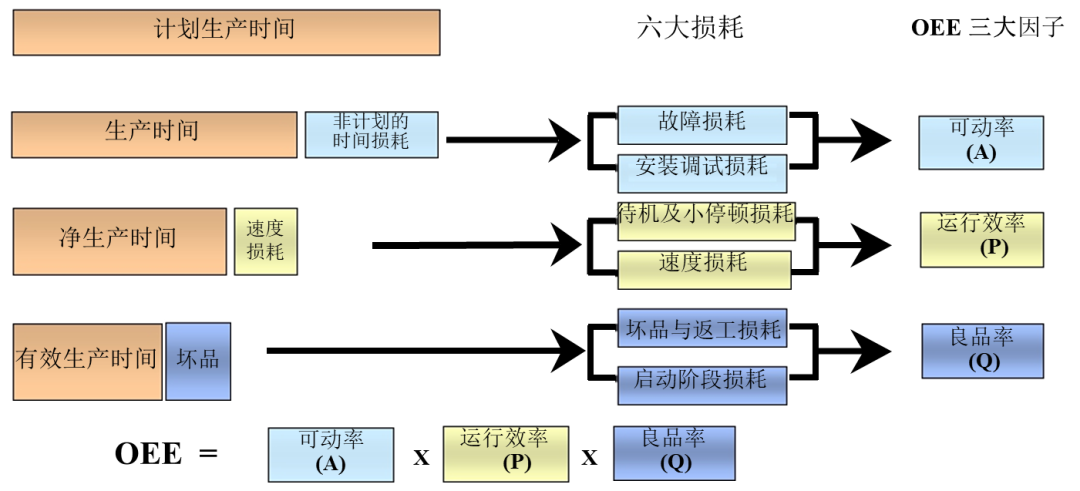
设备综合效率是Overall Equipment Effectiveness,简称OEE。每一台生产设备设计时都有自己的理论产能,设备运转要想达到理论产能必须保证没有任何干扰、停滞和质量损耗。OEE是一个独立的测量工具,用来表现实际的生产能力与理论产能的比率,已成为衡量企业生产效率的重要标准,也是TPM(Total Productive Maintenance)实施的重要手法之一。
OEE的第一次应用可以追溯到1960年.将它用于TPM (全员生产维护)的关键度量值,在日韩欧美的制造业和深度导入精益生产的中国企业已得到广泛应用。
设备综合效率(OEE)计算模型
二、OEE的计算公式及计算案例
1、OEE=可动率*运行效率*良品率
2、可动率=开动时间/负荷时间
-
负荷时间=每天工作时间-计划停机时间
-
开动时间=负荷时间-非计划停机时间
3、运行效率=净开动率*速度开动率
-
净开动率=加工数量*理论加工周期/开动时间
-
速度开动率=理论加工周期时间/实际加工周期时间
4、良品率=合格品数量/加工数量
某企业工作时间为8小时,生产输出468件优良产品,理论加工周期时间为0.5分钟,实际加工周期时间需要0.72分钟,整修1产品,放弃4件产品,计划停工时间40 分钟,未在计划内停工70分钟。
按上述计算公式整理得出:
1、可动率=开动时间/负荷时间
-
每天工作时间=8小时*60分钟=480分钟
-
负荷时间=每天工作时间-计划停机时间=480-40=440分钟
-
开动时间=负荷时间-非计划停机时间=440-70=370分钟
-
可动率=开动时间/负荷时间=370/440≈84.09%
2、运行效率=净开动率*速度开动率
-
加工数量=468+1+4=473件
-
净开动率=加工数量*理论加工周期/开动时间=473*0.5/370≈63.92%
-
速度开动率=理论加工周期时间/实际加工周期时间=0.5/0.72≈69.44%
-
运行效率=净开动率*速度开动率=63.92%*69.44%≈44.39%
3、良品率=合格品数量/加工数量=468/473≈98.94%
4、OEE=可动率*运行效率*良品率=84.09%*44.39%*98.94%≈36.93%
三、OEE的推行逻辑
1、识别设备效率的六大损耗。
2、计算设备综合效率(OEE)并设定目标。
3、分析和跟踪原因。
4、识别与建立最佳的设备状态。
四、影响OEE的六大损耗。
1、故障损耗
由于设备故障而产生的效率损耗。
2、安装调试损耗
如两个不同型号产品间转换所产生的时间损耗,并包含转换后的试运转时间损耗。该类转换时间仅属于此类别,不应包括计划的停机时间内。
3、待机及小停顿损耗
这类损耗不是因为后勤供应引起的。有代表性的小停顿是指5到10分钟的停顿。小停顿典型来说是一些细微的调整,例如清洁等。这种停顿比较于维护人员解决设备故障而导致的停机而言是不一样的。
4、速度损耗
当机器运转速度较其最快或最佳速度慢时,而导致地速度损耗。
5、坏品与返工损耗
这类损耗指在非设备的启动或试运行阶段,所有正常生产期间发生的坏品及返工修理所导致的损耗。
6、启动阶段损耗
这类损耗指在设备的启动或试运行阶段发生的坏品及返工修理所导致的损耗,以及需要时间预热及空转等时间损失。
五、推行OEE的意义及改善目标
通过上述案例计算,OEE能准确地告诉我们生产设备效率如何,哪个环节存在多少损失,以及指明下步改善方向。长期的使用OEE工具,企业可以轻松的找到影响生产效率的瓶颈,并进行改进和跟踪,以达到提高生产效率的目的。
TPM(全员生产维护)中,要求企业的设备可动率不低于90%,运行效率不低于95%,良品率不低于99%,这样设备综合效率OEE才不低于85%,这也成为推行TPM所要达成的目标。
—END—











 合易观点
合易观点